- Новости
- Общие сведения
- Лесозаготовка
- Древесиноведение
- Обработка древесины
- Технология лесопильного производства
- Деревообрабатывающие станки и оборудование
- Технологии производства клееной древесины
- Технология производства ДВП ДСП
- Технология производства мебели
- Использование отходов деревообработки
- Охрана труда
- Книги по деревообработке
- Разное
- Доска объявлений
 Добавить статью
Добавить статью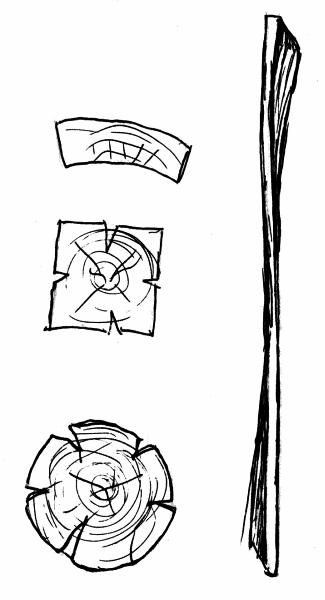
Весьма важно в любой момент процесса иметь возможность установить характер и примерную величину внутренних напряжений в древесине, а также наличие в ней остаточных деформаций. Последние сведения особенно необходимо иметь после влаготеплообработки и в конце сушки.
Производственный качественный контроль внутренних напряжений осуществляют посредством выпиловки из материала на ленточной пиле специальных проб, называемых силовыми секциями. Силовую секцию раскраивают в виде двузубой гребенки, выкалывая серединку.
Сразу же после раскроя зубцы секции начинают изгибаться в ту или иную сторону. По форме секции можно определить характер внутренних напряжений в древесине в момент вырезки секции, а по величине наблюдаемой деформации можно при некотором опыте судить о сравнительной величине внутренних напряжений.
Если зубцы раскроенной секции изгибаются наружу, значит в материале имеются растягивающие напряжения в наружных и сжимающие напряжения во внутренних слоях. Существует обратный характер напряжений: сжатие поверхности и растяжение центральной зоны. Так же свидетельствует об отсутствии внутренних напряжений.
По форме силовой секции после раскроя можно судить только о характере полных внутренних напряжений в данный момент. Для выявления же остаточных деформаций раскроенную секцию надо выдержать в комнатных условиях в течение 7—8 ч или (при необходимости ускорить анализ) в сушильном шкафу при температуре около 100° С. При этом влажность секции вследствие торцового испарения очень быстро станет равномерной, а форма зубцов может по сравнению с первоначальной измениться.
Положение зубцов секции после ее выдержки характеризует имеющиеся в древесине остаточные деформации и остаточные напряжения. Если секция приобрела внутреннюю форму, значит в материале имеются остаточные деформации удлинения на поверхности и укорочения внутри и соответственно сжимающие остаточные напряжения на поверхности и растягивающие внутри. Такой характер остаточных деформаций и напряжений наблюдается в процессе сушки без влаготеплообработки. Если после выдержки секция приобрела прямую форму (т. е. зубцы оказались прямыми), значит остаточных деформаций в древесине нет. Такой случай может быть в самом начале сушки (когда остаточные деформации еще не успели появиться) или после правильно проведенной влаготеплообработки материала (когда имевшиеся остаточные деформации устранены). Если же после выдержки секция принимает внешнюю форму, в материале имеются остаточные деформации укорочения на поверхности и удлинения внутри. В процессе собственно сушки таких деформаций не возникает, но они могут появиться после излишне интенсивной влаготеплообработки.
По силовым секциям, кроме характера полных и остаточных напряжений, можно установить также характер распределения влажности по толщине сортимента. Для этого необходимо сравнить формы выпиленной секции непосредственно после ее раскроя и после выдержки. Если форма секции в процессе выдержки не изменилась (т. е. деформация зубцов осталась прежней), значит влажность древесины в момент выпиловки была равномерной по толщине.
Если же в процессе выдержки произошла дополнительная деформация зубцов, значит влажность в выпиленной секции (а следовательно, и в контролируемом материале) была распределена неравномерно. Поскольку более влажные слои секции усыхают при выдержке сильнее, изгиб зубцов по сравнению с первоначальным (до выдержки) их положением происходит всегда в сторону более влажных слоев.
В некоторых случаях при сложной форме эпюры внутренних напряжений гребенки по типу давать искаженное представление о характере внутренних напряжений, как это видно. На толщине, зубцов распределение напряжений оказалось симметричным, и они не деформировались, что приводит к ложному выводу об отсутствии напряжений. Поэтому из пиломатериалов повышенной (более 40 мм) толщины рекомендуется дополнительно выпиливать вторую силовую секцию с зубцами во внутренней зоне сортимента. По двум секциям характер напряжений может быть установлен более надежно.
Для контроля за напряжениями в процессе сушки в штабель одновременно с контрольными образцами влажности закладывают силовые образцы приблизительно такой же (1— 1,2 м) длины. От этих образцов и нужные моменты и отпиливают силовые секции. Торцы силовых образцов целесообразно замазывать густой масляной краской. Замазку возобновляют на свежем пропиле после каждой выпиловки новой секции на расстоянии не менее 10 см от торца.