- Новости
- Общие сведения
- Лесозаготовка
- Древесиноведение
- Обработка древесины
- Технология лесопильного производства
- Деревообрабатывающие станки и оборудование
- Технологии производства клееной древесины
- Технология производства ДВП ДСП
- Технология производства мебели
- Использование отходов деревообработки
- Охрана труда
- Книги по деревообработке
- Разное
- Доска объявлений
 Добавить статью
Добавить статью
Раскрой шпона можно выполнять сразу после лущения затем сушить листы. Возможен другой вариант — сначала шпон в ленте сушат, а затем производят его раскрой. Для раскроя шпона применяют ножницы НФ18-3, на которых шпон автоматически нарезается на листы заданного формата и укладывается в стопу. Ножницы ставят в поток (линию) обработки шпона по схемам: лущение – рубка — укладка шпона или лущение – сушка — рубка — укладка шпона.
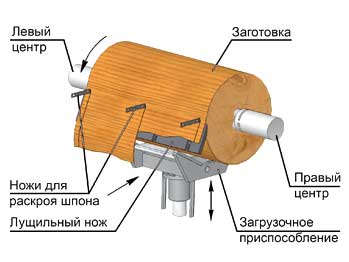
В начале линии стоит лущильный станок. Сходящая со станка лента шпона попадает на приемный непрерывно движущийся конвейер-петлеукладчик, на который лента укладывается петлеобразно. Петли образуются из-за разности между скоростью выхода шпона с лущильного станка и скоростью движения конвейера. Скорость выхода шпона из станка в начале лущения (большой диаметр) значительно больше скорости конвейера, движущегося с постоянной скоростью, и примерно сравнивается со скоростью последнего в конце лущения. На конвейере длиной 6 — 7 м в связи с петлеобразной укладкой размещается около 40 м ленты шпона.
Конвейер перемещает начало ленты к автоматическим ножницам или к сушилке. Ножницы состоят из механизма подачи и рубки шпона, механизма укладки в стопу отрезанных листов шпона и механизма вывоза стопы. Ножницы обслуживает один рабочий. Толщина нарезаемого шпона 0,55 — 4 мм. Ножницы и укладчик настраивают на длину шпона от 1250 до 1600 мм. Производительность их до 2000 листов/ч (при ширине 1730 мм). Укладка шпона хвойных пород древесины, особенно увеличенных толщин, на конвейер-петлеукладчик может привести к поломке шпона. Поэтому сходящая с лущильного станка лента шпона принимается либо специальным конвейером, синхронизированным с переменной скоростью выхода шпона из станка, либо навивается в рулон. Затем, в зависимости от принятой схемы, выполняется сушка или рубка шпона.
Производство строганного шпона
Строганный шпон получают строганием заготовок древесины на шпонострогальных станках. Ножевой суппорт с ножом совершает возвратно-поступательное движение. Во время рабочего хода нож срезает с ванчеса слой древесины (шпон), затем суппорт возвращается в исходное положение, стол с ванчесами поднимается вверх на толщину срезаемого шпона и следует новый ход суппорта. В зависимости от направления перемещения суппорта шпонострогальные станки делятся на вертикальные и горизонтальные.
Для улучшения условий резания, формирования и раскроя шпона и получения более гладкого шпона лезвие ножа по отношению к кромке строгаемой заготовки должно быть расположено под углом 8-12°. Конструктивно в строгальных станках это выполняется путем наклона суппорта с ножом или наклона заготовки.
Применяются две системы привода прямолинейно движущихся суппортов — реечный и кривошипно-шатунный. Так же, как и при лущении, при строгании для получения высококачественного шпона необходимо применять прижимную линейку.
В нашей стране для строгания шпона получили наибольшее распространение станки типа ФММ-3100 (ЧССР). Механизм перемещения суппорта шестеренно-реечный. Число ходов суппорта в минуту — 14, длина ножа 3100 мм. Недостатками этого станка, как и станков других марок, являются: отсутствие механического отбора срезаемых листов шпона и укладки их в пачки (кноли), ручное (винтовое) крепление заготовок (ванчесов), низкая производительность.
Шпонострогальные станки ДКВ-3000; ДКВ-4000 (ЧССР) имеют кривошипно-шатунный механизм перемещения суппорта, вследствие чего число ходов суппорта в минуту может достигать 32 (10-32). Длины ножа и заготовки соответственно составляют 3000 мм и 4000 мм. Станок не имеет механизма для отбора и раскладки листов шпона.
Определенный интерес представляет схема производства строганного шпона на роторных шпонострогальных станках. Заготовки подаются толкателем в рамку, где гидрозажим закрепляет заготовку. Строгание производится двухножевым ротором. Срезанный лист шпона проходит между ножом и прижимной линейкой и попадает в щель выбрасывающего ролика. Ролик вращается за счет обкатывания шестерни, закрепленной на его конце, по неподвижной шестерне, закрепленной соосно с валом. Далее шпон попадает на конвейер и укладывается в пачки (кноли). Для точной выверки ножей заточное устройство смонтировано непосредственно на станке. При частоте вращения ротора 60 мин-1 производительность станка составит 120 листов/мин.
Полезный выход строганного шпона из сырья зависит от способа раскроя сырья и его диаметра и колеблется в пределах 52-70 %.
Из 1 м3 дубового сырья при толщине шпона 0,8 мм получается при ванчесном способе раскроя 750-810 м2 шпона. Баланс использования сырья при производстве шпона составляет, %: шпон 70-52; горбыли, доски 19-31; опилки 2-5; отпад при строгании 9-12.