- Новости
- Общие сведения
- Лесозаготовка
- Древесиноведение
- Обработка древесины
- Технология лесопильного производства
- Деревообрабатывающие станки и оборудование
- Технологии производства клееной древесины
- Технология производства ДВП ДСП
- Технология производства мебели
- Использование отходов деревообработки
- Охрана труда
- Книги по деревообработке
- Разное
- Доска объявлений
 Добавить статью
Добавить статью
ЛУЩЕНИЕ ШПОНА — основная технологическая операция в его производстве. Лущение шпона выполняют на лущильных станках. Наиболее совершенная модель станка ЛУ17-4 предназначена для лущения чураков длиной от 1550 до 1650 мм и диаметром до 700мм. Толщина получаемого шпона 0,3-4 мм, диаметр карандаша 70 мм. В операции лущения шпона можно выделить отдельные элементы — установку чурака в станок, оцилиндровку, лущение, долущивание чурака и удаление карандаша. Рассмотрим последовательность выполнения отдельных элементов операции лущения шпона.
Установка чурака. Чурак из отделения тепловой обработки подается к лущильному станку. Первый элемент операции лущения — его установка в шпиндели лущильного станка. Чурак должен быть так ориентирован относительно шпинделей, чтобы его ось совпадала с осью вращения последних. Эксцентричная установка приведет к большим отходам древесины. Для совмещения оси вращения чурака с осью вращения шпинделей служит предусмотренное конструкцией станка загрузочно-центровочное устройство. Чурак с конвейера подается на загрузочную тележку. Тележка подводит чурак в зону действия центрирующего устройства. Нижние вилки центрирующего устройства снимают чурак с тележки, поднимают его на уровень шпинделей до соприкосновения с верхними вилками. Кинематика их движения такова, что при одновременном перемещении всех четырех вилок расстояние от оси шпинделей до базирующих поверхностей вилок остается одинаковым при любом положении последних.
Каждая вилка рычагом жестко связана с сектором. Каждый сектор зубчатым сцеплением соединяется с шестерней, а шестерни попарно связаны между собой. Нижние шестерни левой и правой сторон коромыслом соединены со штоком пневмопривода. При подаче воздуха в нижнюю часть цилиндра поршень поднимается и вилки сдвигаются. Обратный ход вилок происходит под действием пружин. Для одновременного перемещения вилок правой и левой сторон механизмы привода связаны синхронизирующей системой рычагов. Компенсация возможной разности диаметров чурака на одном и другом его конце происходит за счет пружинного компенсатора. После центрирования чурака происходит надвигание правого и левого шпинделей, чурак зажимается между ними, вилки центрирующего устройства отводятся.
Шпиндели предназначены для центрирования чурака и его вращения при лущении шпона. Необходимое усилие для лущения передается чураку посредством контакта шпинделей с чураком. Для того чтобы не было проскальзывания, торец шпинделя делается зубчатым, а его диаметр сравнительно большим. Зубцы шпинделя врезаются в торец чурака, обеспечивая сцепление.
Оцилиндровка чурака. Этот элемент операции лущения шпона заключается в обработке чурака по диаметру до получения правильного цилиндра. Обработка производится по схеме лущения, т. е. на вращающийся чурак постепенно надвигается нож. Для сокращения затрачиваемого времени оцилиндровка выполняется при ускоренной подаче суппорта, несущего лущильный нож. Для повышения полезного выхода шпона оцилиндровку заканчивают до момента выхбда непрерывной ленты шпона.
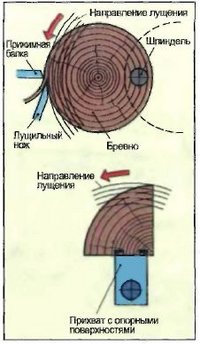
Лущение чурака. Эту операцию выполняют при одновременном движении чурака и надвигании на чурак лущильного ножа. Толщина получаемого шпона зависит от величины подачи ножа за один оборот чурака. В процессе лущения левая сторона шпона (сторона, обращенная к чураку) может получиться с трещинами и разрывами.
Под действием силы волокна сжимаются перед лезвием ножа, сила производит изгиб и скалывание в зоне начала образования шпона. Именно эта сила и приводит к образованию трещин. В зоне отделения шпона происходит выпрямление листа шпона и изгиб в обратную сторону (по сравнению с положением той же древесины на чураке). Левая сторона шпона растягивается, а так как древесина слабо противостоит растягивающим усилиям поперек волоком, образуются трещины, разрывы. Для предотвращения этих отрицательных явлений лущение шпона производят с применением прижимной линейки. Прижимная линейка — это металлическая планка такой же длины, как и нож. Ее устанавливают над ножом так, чтобы промежуток между передней гранью ножа и нажимной кромкой прижимной линейки был несколько меньше толщины шпона. Тогда под действием прижимной линейки образуется сила, которая компенсирует действие силы. Прижимная линейка обжимает срезаемый шпон, вследствие чего древесина уплотняется и растягивающие напряжения на левой стороне уменьшаются.